JPW WELDED SUP REPAIR
If you are reading this, you may have a ISUP that needs repair, but you may not know that there is an issue with the glued inflatable SUP river boards that are being sold on the market. We also want you to know that JPW welds all the air holding structure on their ISUPs. We think it would be a shame to throw all of the Drop Stitch fabric and hard work into the landfill, (not to mention how unecological it is) so we decided to do something about it when a customer came to us for a repair job.
We know that this is a symptom of a larger problem. That problem is that these things are made with cold layup pvc glue. If you fix one area, there will be another area that will pop open. Perhaps you will get one trip, Perhaps 5, but what may be worse is getting lulled into a state of complacency, and then have your board go bad in the middle of a big fun day, or a big fun trip. That is why we came up with this idea when we were approached for a repair. Please read about why welding is better than glueing, and we think you will have a better understanding of why this is starting to become a problem for ISUP owners.
Here is the general Idea. It is our philosophy that when a glued repair goes bad, it is usually the stress of inflation that pulls the inflatable apart. If we can keep that stress from occurring, then the glue will holed the air in place, even if the glue is soft. For unless stress pulls it apart, there is no reason for the air to leak out.
What we decided to do was to make extra wide bias tape and weld it around the circumference of the part that holds the drop stitch together. On this board we had to weld on 2 strips to go over the glued area. On other boards we may have to do it 4 times. There are some other time consuming preparations that we have to do on the surface too. But in the end there is a welded strip connecting welded material to coated fabric on each side of the drop stitch panel. If our theory holds, the board will stay intact, and hold air. The attached parts may fail, but the air should stay in.
At this time it is important to note that this style of board has a glued lamination on the surface that is also glued under the side wall that connects the drop stitch halfs together. It is possible that a leak could work its way out to the middle of this panel and cause it to look like a delamination if there is enough air pressure between the laminates. This does not mean that the drop stitch has gone bad, It would just mean that the lamination gave way do to a concentration of air pressure under the skin. We will be monitoring this as a possible consequence of the glued process used by this manufacturer. If our theory holds, there should be no delamination.
This repair job was $ 300.00. The damage was not significant. If we had to re assemble a board, it would be much more. If we have to weld 4 tapes, it will be much more. If you have a board you want to repair, please take pictures, and we will give you a “ball park” quote. Sometimes we find that more work needs to be done when we get the actual repair job in the shop.

Notice that there was a heroic attempt to repair this SUP. The patch held well. It looks like the air pressure may have riped the fabric right off the coating. It will cost less if you can get us a repair that has not been patched yet.

The Board is half way finished with the top side tape welded on, and both sides at the tips are welded on.

The board is completed and inflated. We are doing an air holding test on the board now. Note the soapy water spray bottle. Use dish soap. It bubbles the best.

This is the side view of the finished board.

This is the nose view the board. Note that the tapes do not overlap, but they do overlap the orriginal connective fabric, and the top and the bottom fabric, welding them all together.
It is not feasible to overlap weld everhthing and the other tape as well on this board, but it may be possible on some boards to weld these sections together. I do not think it is necessary for functionality. The material the tape is made of has a lot more PVC than the orriginal material, and has the very best adheasion of any PVC fabric we have ever used. It stands out a bit further, and will add a measure of wear resistance to that area that is prone to wear.
This is what our customer said about this repair after 3 weeks.
Thanks,
After two months of use
After more than 2 months our customer called us back, and said that it was starting to leak again. We requested that he send it back to us. This is what we found.
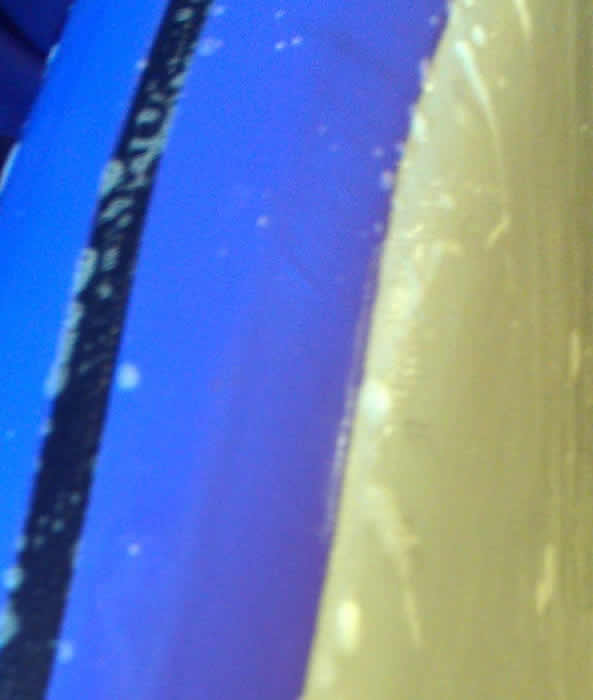
It is a litle difficult to see the micro bubbling. The bubbles are off the edge of the purple tape (looks blue in theis photo) and the bubbles are being pulled down by the force of gravity. They are definitely away from the edge of the welded on tape.
The leaks he was referring to are in the field and are due to a thinning of the coating from the welding process. The leakage came near the damaged area, and was only on one side. What is happening is that the raw edge of the fabric is exposed to air pressure on the under side of the weld. The air “wicks” into the fabric that covers the drop stitch. This fabric is very lightly coated. The weld roller not only re set the glue, under the fabric, but it also thinned out the already thin coating. This caused the micro bubbles you see here that are off the edge of the weld. In other words air found a way out through the thinned out coating. With a board that has a second layer of material already on the surface this will be a problem. However the problem can be solved by painting it with Clear vinyl solution. The bottom line here is that we treated the surface everywhere the weld roller passed over that thin material, and this gave it a new layer of coating, and sealed the wicking problem.
If there is another hole in the top surface it could wick from that too. It is a problem that should be addressed in the same way as you would if you had a scrape through the drop stitch fabric. The only difference is how much coating there is on the surface. The amount of air wicking out is not much. A couple of pumps and you will get through the day, but If you are finding your board getting floppy too fast, it is a good idea to soap it down and look for these leaks. On the other hand, our test 6 inch board was returned because it leaked. There was a relatively large puncture wound in it from a goat head. We fixed it the same way, but please look where you are laying these down and see if there are goat head weeds in the area. Goat heads are low lying weeds that have a seed with thorns that always have a spine sticking up. They go through bike tires. They are a serious threat in the Durango and Aztec area.
Have a look at this repair Job:

here you can see considerable coating pulled off the material. There is also a rather large hole in the dtop stitch. This is going to require extensive treatments wilh vilny solution, and we will keep you informed on how this proceeds. The old glue where ever we will put a weld has to be ground away with a rotary file. If we go through to the fabric we will have to put goop in that spot to build it back up to weld quality again. Then we will tape over the edge to seal it. The hole in the drop stitch will be patched with a weld, and it will have a small piece backing it up. There will be a bump in this area where the drop stitch is missing. However that hapens under the valve too.

The vinyl solution compound is clear and dries shiny. Since that is finish the weld gives anyway, then it will practically be invisible to the eye. 
Here is another picture of the spot where the hole was, where the tape was not stuck down, and The looks of the clear solution compound.
Please have a look at this board after it was finished. Now if you looked closely you could see some places where the coating has pulled away from the material from the previous glue job. Those places have had solution applied. It can be colored to match the material more closely.

It looks a lot better than it did before, and even with the patch (the little white dot)
Here is another board that we did that had some material damage on the surface. You can see that we colorized the solution and put it on. It has a textrue where the solution is applied, and white is hard to use to cover things up. It is more translucent. You may expect this kind of thing if you have tried to glue your board back together. It is better for everyone to just bite the bullet and send it back before the coating gets peeled off the top from the rest of the board letting go. Remember fixing one spot does not do the job. You have to weld all the way around.

There was a lot of clear vinyl applied to the areas before we colorized it.
Here are the 2 boards we finished on Feb 2014

We have even improved air holding by sealing around the valve on one of these boards.
Here is a close up of the seams after we welded tape on top of them.

What does this all mean to your pocket book?
If your board is comming apart, It will continue to come apart. You may get part of a day or even a week out of it before it starts all over again. It is not reasonable to patch and glue the board all around the entire perimiter. It also makes a lot more work for us to fix it.
If you send us the board before anyone has reglued it, It will generally cost about 300.00 to get it welded. If the board is glued, we have to grind all the glue off. A good portion of the labor cost can be grinding and prep work. So the cost to fix a board is highly determined by how much damage the glue job did. The glue job that was done to try and save the board. In our oppinion, it is not even worth the trouble to try to repair it. It will be much easier to just send it back to us. We could easily put another 200.00 in labor into one that is badly damaged.
You may wish to know that some boards may still come apart.
This board was repaired nicely, and it worked for 2 days then the drop stitch delaminated. I would consider not sending this brand back to us because The drop stitch used was a variety where the raw Drop stitch was laminated to the fabric. We have encountered this before on a couple of rafts with some different brands of drop stitch.

There is no way we can determine before hand if this will happen. Here is what it looked like when it left our shop.

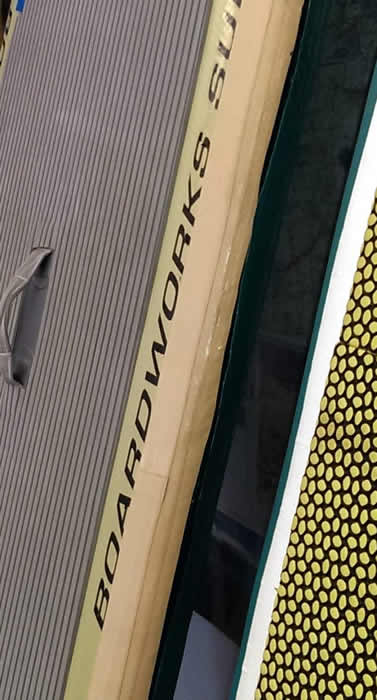
In this picture is a board works board. It has a thin sidewall material, that is difficult to weld to. We were unable to do the weld job without compromising the integrety of the side wall. It required tape over the top of a tape that was already glued to the side wall. That did not work well. If you want us to repair a Board Works board, we will need detailed pictures to determine the feasibility of the repair.
here is the kind of picture we are looking for.

This is a Naish Mana Air 10’ and even though it is 6 inches thick, I declined to work on it because of the seam tape top and bottom, and the way we would need to weld it.
Sea eagle is another one that I have declined to repair.

Here is a picture of the repaired board, and by the way it worked for 2 days then the welds started to stress the side wall material, and caused it to leak. It is difficule to see, but there are 3 layers of tape, the orriginal, and the 2 layers added on each side of each tape. That is 4 layers of tape that we add pluss the original 2. We gave the customer a refund on this repair. We will think twice about a boardworks repair in the future.
So here is a list of boards I will not repair so far.
Board Works- Sevelor (because the last one delaminated on the drop stitch)- Naish- sea eagle, Hobie,As of 6-16-2016.
So far all the Waterman boards we have done are holding up well.
Once your board is welded, It should last indefinitely. The one we fixed last spring was still going strong at the end of the season.
Have a bubble in your paddle board? Check out this repair idea.
If you would like to learn more about the featrues that make JPW boards a good choice, have a look at our paddle board features site.
Thank you for having a read on this. We look forward to hearing from you. My email is ejkloepfer.jpwinc@gmail.com
Jack
home | products | pictures & information | find a dealer | river stories & testimonials | related info | FAQ | contact us
Order inquiries: shop.jpwinc@gmail.com
Custom & Prototype inquiries: pschoser.jpwinc@gmail.com
© 2011 Jack's Plastic Welding, Inc
Toll Free 1-800-742-1904
P. 505-334-8748, F. 505-334-1901